
Һѹ��

����ԭ����������˹�������Ƴɵ�����Һ��ѹǿ�����Ļ�е,����ܶࡣ��Ȼ,��;Ҳ������Ҫ�Ƕ��ֶ����ġ��簴����ѹǿ��Һ����������,����ѹ����ˮѹ�������ࡣ
ˮѹ����������ѹ���ϴ�,�����ڶ���ͳ�ѹ������ˮѹ���ַ�Ϊģ��ˮѹ�������ɶ�ˮѹ�����֡�ģ��ˮѹ��Ҫ��ģ��,�����ɶ�ˮѹ������ģ�ߡ��ҹ�����ĵ�һ̨���ˮѹ���������ɶ���ˮѹ����
����ԭ�����ͱð�Һѹ�����͵����ɲ�װ����,ͨ������������������Һѹ�ͷ��䵽����ǻ������ǻ,�ڸ�ѹ�͵�������,ʹ�����˶�.Һѹ���� ����Һ��������ѹ�����豸��Һ�����ܱյ������д���ѹ��ʱ����ѭ��˹�����ɡ�����Һѹ����Һѹ����ϵͳ�ɶ������������ƻ�����ִ�л�����������������������ɡ���������ͨ�������ͱ���Ϊ��������,һ��Ϊ��ʽ�ͱá�Ϊ������ִ�л����˶��ٶȵ�Ҫ��, ѡ��һ���ͱû����ͱá���ѹ(��ѹС��2.5MP)�ó��ֱ�;��ѹ(��ѹС��6.3MP)��ҶƬ��;��ѹ(��ѹС��32.0MP)�������á����ֿ����� ���ϵ�ѹ���ӹ��ͳ���,�粻��ְ�ļ�ѹ����������������������ѹ����,ͬʱ������ڷ�ĩ��Ʒ��ɰ�֡���ľ����֬�ȹ�����Ʒ��ѹ�ơ�
Һѹ��������ϵͳ��Ҫ�б�ֱ�������ͱ�-����������������ʽ����ֱ������ ��������ϵͳ�ı���Һѹ���ṩ��ѹ����Һ��,�����������ı乩Һ����,��������������ϵͳ����ѹǿ,ͬʱ��ȫ�������á���������ϵͳ������,�ṹ��,ѹǿ�ܰ�����Ĺ������Զ�����,�����˵�������,������Һѹ���������������߹����ٶ��������ü������������������������ʽ������ϵͳ��������С��Һѹ��,Ҳ���ñ�ֱ�������Ĵ���(��120000ǧţ)���ɶ���ˮѹ����
��-���������� ����������ϵͳ����һ����һ���������������������ĸ�ѹ����Һ������ʱ,������������;������������������Ҫʱ,�������������乩������������ϵͳ������ѹ����Һ��ƽ������ѡ�ñú͵綯��������,����Ϊ����Һ��ѹǿ�Ǻ㶨��,�����������ϴ�,����ϵͳ�Ļ��ڶ�,�ṹ�Ƚϸ��ӡ���������ϵͳ�����ڴ���Һѹ��,������һ������ϵͳ������̨Һѹ����
�ṹ��ʽ
���������ķ�������,Һѹ������ʽ����ʽ���֡�����Һѹ��Ϊ��ʽ,��ѹ��Һѹ���������ʽ�����ṹ��ʽ��,Һѹ����˫�������������������ӿ�ܺͶ��ִ����ƿ�ܵ���ʽ,�С�С����ʽҺѹ��������C�ͼ�ʽ�ġ�C�ͼ�ʽҺѹ�����注��,��������,�����Բ��ѹ�õĺ��ӿ��ʽҺѹ�����Ժ�,ǰ��,�����ҷ�ա����ϴ�������ʽ�������ɶ���Һѹ����,�̶���������,������������������,���������������,�ڹ���Һ��ѹǿ�����������ƶ����������п���ǰ���ƶ��Ĺ���̨���ڻ�����º���̨���Ϸֱ�װ��������衣���������ϡ��º�����������ɵĿ�ܳ��ܡ� ���ñ�-�����������Ĵ����͵����ɶ�ˮѹ������������������,�Եõ����������������������������ʩ������ƽ��ͻس̸ס�
����;��Ҫ��Ϊ�������͡����䡢���졢��á���ĩ(����,�ǽ���)���͡�ѹװ����ѹ�ȡ�
�ȶ�Һѹ��
���Ͷ���Һѹ�����ܹ���ɸ������ɶ��칤�յĶ����豸,�Ƕ�����ҵʹ����㷺���豸֮һ��Ŀǰ��800T��1600T��2000T��2500T��3150T��4000T��5000T��ϵ�й��Ķ���Һѹ����
����Һѹ��
��Һѹ�������ڿ����Բ��ϵ�ѹ�ƹ��ա����ĩ��Ʒ���͡�������Ʒ���͡���(��)��ѹ�������͡����������Լ���ѹ����ѹ������У���ȹ��ա�
����Һѹ���ɷ�Ϊ��������Һѹ������������Һѹ������������Һѹ���ȡ�
����Һѹ��(����Һѹ��)
����չ������Χ,��������ռ�,�ӳ�Һѹ���г�(��ѡװ),��������260mm-800mm,��Ԥ�ù���ѹ��;Һѹϵͳɢ��װ�á�
����ʽҺѹ��
�ɶԻ����㲿������װ�䡢��ж��Уֱ��ѹ�ӡ����졢���䡢��ȹ���,����ʵ��һ�����á��û�����̨�������ƶ�,��С��չ�˻������ϸ߶�,ʹ�ø����㡣
˫��Һѹ��
��ϵ�в�Ʒ�����ڸ����㲿����ѹװ���������Ρ�ѹӡѹ�ۡ����ߡ����С�����dz����;������ĩ��Ʒ�ij��͵ȼӹ����ա����õ綯����,���е㶯�����Զ�ѭ��,�ɱ�ѹ��ʱ,���������õĻ��鵼����,�������㡢����ά�ޡ��������á������û�����Ҫ�������ȹ��DZ��������ס��г����ԡ������ȹ��ܡ�
���ڽ������������������͡����顢�����ͳ�ѹ�ȹ���,Ҳ������һ���ѹ�ƹ���,�ɸ����û���Ҫ���ӳ�û��塢���ϡ��ƶ�����̨��װ�á�
�������ڶ�ѹ������,��������Һѹ��Ҳ�����ڽ�����ѹװ�������ѹ���ѹ��ȡ�
�����������������ѹ�ƹ���,�Ͳĵ�У����ѹ��ѹװ�����Լ������������������硢���͡�ѹӡ�����͡����졢�����Բ��ϵ�ѹ�ƹ���,���ѹ�����������߱��������ҵ,Ҳ���Դ���У����ѹװ��������Ʒ����ĩ��Ʒ��ѹ�Ƴ�����ҵ������Ӧ�÷�Χ�㷺Ҳ����Ϊ����Һѹ��.
2�����Ӧ���ֺ���,��������,ʹ�����ܰ�ȫ�ɿ�,�����������,�ֲ�����������49N(5kgf) ��̤��������78?4N(8kgf)��
3����Ҫ�ĵ��츶����������(��)����Ӧ��ȡ��ĥ��ʩ�����鵼�칤����(�������)����� Ѱ�칤����Ӧ���ֱ�Ҫ��Ӳ�Ȳ
4����������15kg���㲿����Ԫ����װ���Ⱦ�����ڵ��˺Ͱ�װ,��ҪʱӦ������������ ��(��)��
5������ְ�װ����ѹ�������㲿��,Ӧ���������װ�ص����б����йع涨��
6����װ���㲿��,Ӧ����صİ�װʶ����,���а�ʽ���ʽ���Ȱ�װʱ������ȷ�Ķ����ʩ,���й�·��ҺѹԪ����ͨ����Ӧ�з�����ʩ��
�봫ͳ�ij�ѹ�������,Һѹ���ι����ڼ����������������������ģ����������߸ն���ǿ�ȡ����������ɱ��ȷ���������Եļ����;�������,�ڹ�ҵ����������������ҵ�еõ���Խ��Խ���Ӧ�á�
��������ҵ�����ա����������,����ṹ�����Խ�Լ�����е����������dz������Ŀ��,Ҳ���Ƚ����켼����չ������֮һ��Һѹ����(hydroforming)����Ϊʵ�ֽṹ��������һ���Ƚ����켼����
Һѹ����Ҳ����Ϊ"�ڸ�ѹ����",���Ļ���ԭ�����Թܲ���Ϊ����,�ڹܲ��ڲ�ʩ�ӳ���ѹҺ��ͬʱ,�Թ���������ʩ����������,���в��ϡ������������Ĺ�ͬ������,�������Ϸ������Ա���,��������ģ����ǻ�ڱ�����,�õ���״�뾫�Ⱦ����ϼ���Ҫ����п������
�ŵ�
���ڿ��ı����ṹ��,��ͳ�����칤�����ȳ�ѹ����������Ƭ,Ȼ���ٺ��ӳ�����,��Һѹ���������һ����������ع��������б仯�Ŀ��Ľṹ�������ѹ���ӹ������,Һѹ���μ���������������Ҫ�ŵ�:
1�� ��������,��Լ���ϡ����������������мܡ�ɢ����֧�ܵȵ������,Һѹ���μ��ȳ�ѹ������20%~40%;���ڿ��Ľ����������,���Լ���40%~50%��������
2�����������ģ������,����ģ�߷��á�Һѹ���μ�ͨ��ֻ��Ҫ1��ģ��,����ѹ�������Ҫ����ģ�ߡ�Һѹ���εķ������м������6�����ٵ�1��,ɢ����֧�������17�����ٵ�10����
3�� �ɼ��ٺ�����е�ӹ�����װ�ĺ���������ɢ����֧��Ϊ��,ɢ���������43%,������174�����ٵ�20��,������13�����ٵ�6��,���������66%��
4�� ���ǿ����ն�,������ƣ��ǿ��,��Һѹ���ε�ɢ����֧��,��ն��ڴ�ֱ��������39%,ˮƽ��������50%��
5�� ���������ɱ������ݶ���Ӧ��Һѹ���������ͳ�Ʒ���,Һѹ���μ��������ɱ��ȳ�ѹ��ƽ������15%~20%,ģ�߷��ý���20%~30%��
Һѹ���ι��������������ա�����ܵ�����ҵ���Ź㷺��Ӧ��,��Ҫ������:�ع������߱仯��Բ�Ρ����λ����ͽ�����Ľṹ��,������������ϵͳ���ܼ�;��Բ������Ŀ��,�緢�����мܡ��DZ���֧�ܡ��������(Լռ����������11%~15%);������������ӹܼ��ȡ�ͼ2��ΪҺѹ���ι���Ӧ����������ҵ�����������һЩ���������
Һѹ���ι��յ����ò��ϰ���̼�֡�����֡����Ͻ�ͭ�Ͻ������Ͻ��,ԭ��������������εIJ��Ͼ�������Һѹ���ι��ա���Ҫ������������,���ӳ�,������,�ȴ�����,���������,���ֳ�,�յ������
�ص�
1.���չ��ܺ���;�ɵ÷�Ϊ:
��ĩ����Һѹ����������Һѹ���ǽ���ר��Һѹ����е����Һѹ��̿����ƷҺѹ���O����ƷҺѹ���մ���ƷҺѹ��
2.���������ֿɷ�Ϊ:
��������Һѹ��
��������Һѹ��
����ʽҺѹ��
����ʽҺѹ��
3.���ն�λ��С��Ϊ:
63��Һѹ��
100��Һѹ��
150��Һѹ��
200��Һѹ��
250��Һѹ��
300��Һѹ��
315��Һѹ��
500��Һѹ��
630��Һѹ��
800��Һѹ��
�۵�ѡװ����
��Ҫ����
��������װ��
ѹװ���ͱ��������ּ���
У��ǰ��
У�����ι���
��װԲ�������
�������������Ĥ��
ѹװ���������
���������ø����ܳ�
��װ���ֽ�����㲿��
�������Ƭֹ���������
í���С�Ͷ�������í��
ѹװ��������ת���������������
��Ҫ��������45���������ֲ����ʴ���
����̨���ûʽ���̽ṹ
�۵������ο�����
1�����������Ƽ�����32�š�46�ſ�ĥҺѹ��,ʹ��������15~60���϶ȷ�Χ�ڡ�
2����Һ�����ϸ���˺�������������䡣
3��������Һÿһ�����һ��,���е�һ�θ���ʱ�䲻Ӧ����������;
4������Ӧ����ע����,�������¶��Ӧ�����������,ÿ�ι���ǰӦ����ע���͡�
5���ڹ���ѹ��500T�¼����غ��������ƫ��40mm��ƫ�Ĺ�����ʹ�������˻����������������
6��ÿ����У�����һ��ѹ����;
7�������ϳ���ͣ��,Ӧ�����Ӳ�λ�����ϴ�ɾ���Ϳ�Է����͡�
��ȫ��������
1�����˽�����ṹ���ܻ���������߲�Ӧ���Կ�������;
2�������ڹ���������,��Ӧ���м��͵���ģ��;
3����������������©�ͻ������쳣(�綯�����ɿ�����������)ʱӦͣ������ԭ��,�跨�ų�,���ô���Ͷ������:
4�����ó��ػ����ƫ�ľ�ʹ��:
5���Ͻ��������������г�,ģ�߱պϸ߶���С����С��600mm��
6�������豸�ӵر����ι̿ɿ�:
7��ÿ�칤������:������������λ�á�
��������
1����������5000Сʱ���ж�����������ά����Ϊ��,�������˲μӡ���ִ��һ������������Ӧ�������й���,�����������������Ʒ�����
2�������ж���Դ���б���������(���±�)
��� ������λ �������ݼ�Ҫ��
һ ������������
1����顢�����ŹҺ���ƽ�桢�������졢���ס����顢ѹ��,ʹ֮�ﵽ�˶�ƽ��,���Ϲ���Ҫ��
2���������ȱ�������
�� Һѹ�� 1����ϴ������ŷ�,��ĥ����,��о��
2����ϴ����ͱ���������ë��,�����ͷ�
3У��ѹ����
4�������������ĥ�����
5�����������ס���������ƽ��,�����С�֧�ַ���ʹ�����ȷͣ���κ�λ��,ѹ�������㹤��Ҫ��
�� ����
1����ϴ�綯��,������,������֬
2�����������Ԫ����
3�����������豸��ñ�Ҫ��
�� ���� 1��У����ˮƽ,�����������ȡ�
2�����ȷ����豸��ñ�Ҫ��
Һѹ���ı�����ά��������Ҫר�ˡ�רҵ��רְ��ȥά��,�����ſ����õ�ʱ�����Щ!
��������:
1������-��Ȳ���濾���˲�λ(�����¶�,��������˻�),������������������Ϳ�����,����û�л��Ľ���
2�������˲�λ�ý�ĥ�����洦��,��ĥ���1��������,���ظ�Ͳ��ڴ�ĥ������,�������β�ۡ��������������,�ı����������
3������֬��պ��ͪ����ˮ�Ҵ���������ϴ�ɾ���
4�������;���������ͿĨ�����˱���;��һ��Ҫ��,Ҫ������ȫ�����ǻ�����,��ȷ�����������������õ�ճ��,�ٽ�����Ϳ����������λ����ѹ,ȷ��������ʵ���ﵽ������,ʹ֮�ȸ�Ͳ��ڱ����Ըߡ�
5��������24������ȫ�ﵽ����������Ҫ24Сʱ,Ϊ�˽�ʡʱ��,����ͨ��±�ٵ�����¶�,�¶�ÿ����11��,�̻�ʱ��ͻ�����һ��,��ѹ̻��¶�70�档
6�����Ϲ̻���,��ϸĥʯ��ε�,���߳���Ͳ��ڱ���IJ�����ƽ��,ʩ����ϡ�
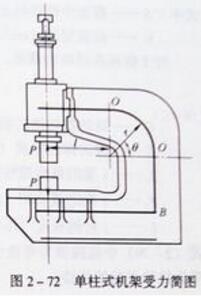
����O-O������Ҫ������������ص����ã������ɺ��Բ��ơ��������˵ļ��㹫ʽ����O-O����һ����(�ɽǶȦȶ�)�����M��������N�ֱ�Ϊ
M=P(l+rcos��)N=Pcos��
����ֱ�˲���(��ͼ2-72��O-B��)
M=P(l+r)
N=P

Һѹ���䶳|��ȴ��|��ˮ��
- ��Ʒ���
- CDW-10HP
- ��Ʒ������
- 888
- ��Ӫģʽ��
- ������
- ִ����֤��
- δ��֤
- ������£�
- 2020/12/28 13:53:02
- ��ӪƷ�ƣ�
- ����
Һѹ��ר���䶳|��ȴ��|��ˮ�� ���cdw-10hp�ؼ��֣�Һѹ����ȴ��,Һѹ����ˮ��,Һѹ��ˮ��� �������ң����ϳ��� Һѹ��ר����ˮ����һ�����Һѹ�������и��£�ͨ�����ϵ�ˮ��888Ԫ/̨���ڵأ�ɽ������
���ϳ�����ˮ����������˾

С��Һѹ����ʵ������С��Һѹ��
- ��Ʒ���
- ��Ʒ������
- ��Ӫģʽ��
- ������
- ִ����֤��
- δ��֤
- ������£�
- 2021/9/7 10:21:19
- ��ӪƷ�ƣ�
- ��ͨ
С��Һѹ����ʵ������С��Һѹ��רҵ�������ң� ȫ�Զ�С��Һѹ�������Դ�ӡһ��ʽ���������Ҫ�����Ӳ������£� �� ��ѹ��һ̨������ʽ���ⰲ ȫ��˫������0Ԫ/̨���ڵأ��㶫��ݸ
��ݸ�о�ͨ��е����˾

ɽ��̩��Һѹ50mn����Һѹ��������
- ��Ʒ���
- ��Ʒ������
- ��Ӫģʽ��
- ������
- ִ����֤��
- δ��֤
- ������£�
- 2022/5/5 9:19:54
- ��ӪƷ�ƣ�
- ̩��
ɽ��̩��Һѹ�ɷ�����˾��Ӫ:��ͨ��װ��(ͨ��dg16-dg160��������ΧΪ:63l/min-15000l/min��Һ��:dg40-dg400ͨ��������ΧΪ300l/min-35000l/min)�����ഫͳ��ʽ����:(��������˳��������ŷ���Һ�ص���0Ԫ/�����ڵأ�ɽ������
ɽ��̩��Һѹ�ɷ�����˾ҵ��1
 �湫������ 43052302000106��
�湫������ 43052302000106��